Risen Energy publica comparativo técnico y visual entre tecnologías HJT y TOPCon: eficiencia, estética e innovación en la industria fotovoltaica
La tecnología HJT se diferencia de otras como la TOPCon por su topología de celda y ciertas características eléctricas y estructurales. Entre las múltiples ventajas de la tecnología HJT frente a la TOPCon, destaca el mayor rendimiento energético —también conocido como energy yield— que puede ser hasta un 6?% superior en regiones con alta irradiación y temperaturas elevadas. Esto significa que, por cada kWp instalado en un proyecto, la tecnología HJT puede entregar hasta un 6?% más de energía generada (kWh).
Las celdas HJT contienen en su estructura capas de silicio amorfo hidrogenado depositadas en las caras frontal y posterior, que actúan como capas de pasivación, permitiendo que estas celdas alcancen mayores eficiencias y mejor rendimiento en condiciones de baja irradiancia. Las celdas HJT de Risen Energy han alcanzado una eficiencia del 26,61?%, lo que permite a la empresa fabricar módulos de hasta 740?Wp a gran escala.
Además, la superficie de la celda HJT está recubierta con una capa de óxido conductor transparente (TCO) y no posee una capa aislante. Por lo tanto, no hay posibilidad de que la capa superficial se cargue, lo que impide la aparición del PID. Esta capa, que utiliza el material ITO (óxido de indio y estaño), además de mitigar las pérdidas por PID, convierte a las celdas HJT en la opción preferida para la construcción de celdas tándem, por su facilidad de conexión con celdas de perovskita, precisamente por ser conductora.
Las celdas HJT no pueden producirse en las mismas líneas de fabricación que las celdas TOPCon, lo que exige una alta inversión en nuevas líneas de producción, ya que no se pueden aprovechar líneas existentes de tecnologías como PERC o TOPCon. Por esta razón, pocos fabricantes tienen capacidad productiva de esta tecnología. Se estima una capacidad global de producción de 120?GW para 2025, frente a más de 1.000?GW de la tecnología TOPCon.
Asimismo, los módulos HJT requieren procesos de fabricación específicos y distintos, debido a su topología de celda única. Son altamente sensibles a la exposición a altas temperaturas —como en los procesos convencionales de corte tipo half-cell, serigrafía de malla e interconexión—, lo que genera diferencias estéticas en los módulos y celdas.
Por tanto, es posible distinguir un módulo HJT de uno TOPCon evaluando tanto sus características eléctricas como sus aspectos visuales.
Parámetros eléctricos: Evaluación de fichas técnicas
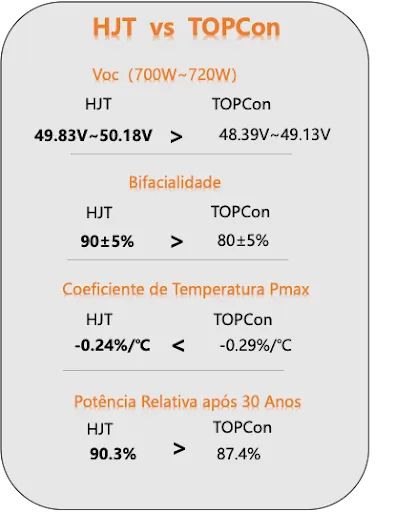
Los módulos HJT presentan un mejor rendimiento en condiciones reales de operación, ya que su coeficiente de temperatura de Pmax es inferior al de los módulos TOPCon, siendo de solo 0,24?%/ºC.
Además, su atenuación de potencia a lo largo de 30 años es de apenas 0,30?% anual, lo que permite que los módulos HJT mantengan el 90,3?% de su potencia nominal al cumplir tres décadas. Su bifacialidad alcanza el 90?%.
Estas diferencias impactan directamente en el rendimiento energético de los módulos. Finalmente, los voltajes de circuito abierto (Voc) de los módulos HJT son más altos que los de los módulos TOPCon con la misma potencia.
Tabla 1 - Parámetros Eléctricos HJT vs TOPCon
Aspectos visuales
- Color de la cara posterior de los módulos
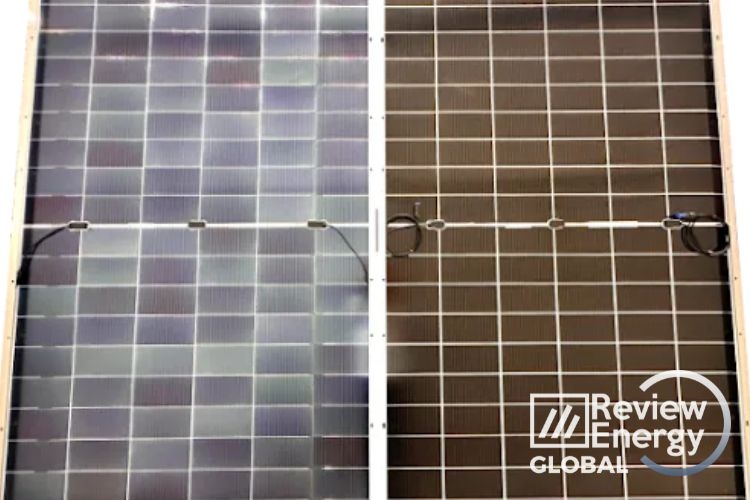
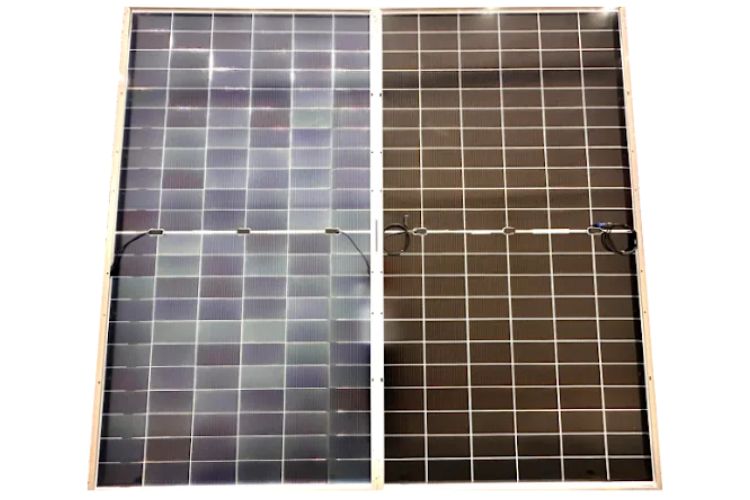
La estructura simétrica de las celdas HJT, sumada al proceso de deposición del film de ITO —en el que todas las celdas se posicionan de manera horizontal— da como resultado una coloración homogénea y uniforme entre las caras frontal y posterior. Así, el color de ambas caras es prácticamente igual, y todas las celdas presentan el mismo tono.
En los módulos TOPCon, el color azul de las celdas es resultado del film de pasivación llamado SiNx (nitruro de silicio). Las diferentes espesuras de esta capa provocan variaciones cromáticas, que van desde azul claro hasta azul oscuro. Generalmente, la cara frontal varía entre azul y negro, mientras que la parte posterior presenta tonos más claros de azul, de forma no homogénea.
La alta reflectividad de la capa de óxido de tunelización y la capa de polisilicio en la parte trasera del TOPCon, sumada al proceso de deposición —en el que las celdas se colocan verticalmente, con la parte trasera una frente a la otra dentro de un tubo de cuarzo—, dificulta el control de espesor de las capas en ambos lados. Esto genera inconsistencia en el color entre el frente y el reverso del módulo, así como una falta de uniformidad entre las celdas.
Por lo tanto, la diferencia en el color de las caras y la falta de uniformidad cromática entre las celdas son características marcadas de los módulos TOPCon.
Figura 1 - Comparación del color de las caras posteriores de los módulos TOPCon (izquierda) y HJT (derecha)
- Esquinas biseladas de las celdas
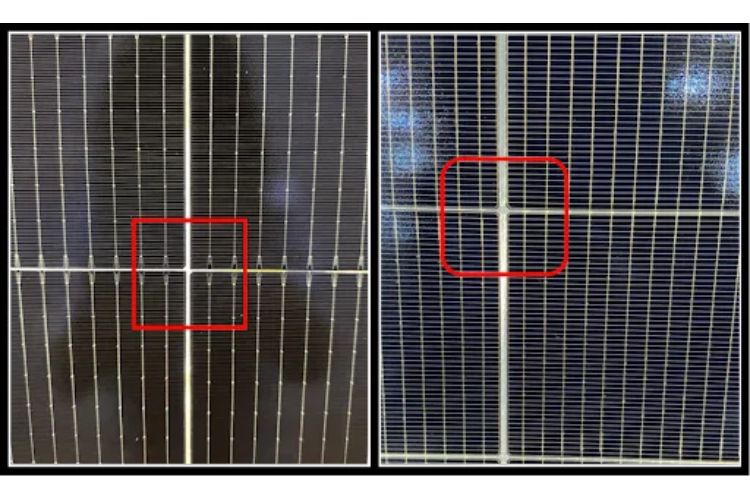
La tecnología HJT requiere procesos de producción a baja temperatura, alcanzando un máximo de 200?°C, mientras que en la producción TOPCon se llegan a temperaturas de hasta 800?°C. Para evitar daños en las celdas y garantizar alta calidad, fabricantes líderes en tecnología HJT como Risen realizan el corte tipo half-cell directamente en el lingote, antes del corte en wafers, evitando así el corte a altas temperaturas. De este modo, los wafers ya en formato half-cell, con las cuatro esquinas biseladas, darán lugar a celdas HJT con todas las esquinas recortadas, como muestra la Figura 2.
En el caso de los módulos TOPCon, la industria utiliza en su mayoría wafers enteros para fabricar las celdas, que se dividen a la mitad tras finalizar su fabricación, poco antes del ensamblaje. Por esa razón, las celdas TOPCon half-cell tienen solo dos esquinas biseladas y dos esquinas rectas, como también puede observarse en la Figura 2.
Figura 2 - Diferencia entre celdas TOPCon (izquierda), con 2 ángulos rectos, y HJT (derecha), con 4 esquinas biseladas
Conclusión
La tecnología HJT destaca por su alto rendimiento energético, excelente estabilidad térmica, baja atenuación de potencia a lo largo de los años, y elevada bifacialidad —características que resultan en un rendimiento superior. Risen desarrolló una innovadora tecnología de interconexión entre celdas, llamada Hyperlink, que opera a baja temperatura y sin estrés térmico. Además, utiliza celdas ultrafinas OBB, de solo 90?μm de espesor, que pasan por un proceso de serigrafía con malla stencil para formar la red conductora con mayor precisión.
Los avances en los procesos de fabricación de celdas y módulos HJT garantizan alta confiabilidad al evitar daños térmicos y mecánicos a las celdas, además de proporcionar una estética diferenciada frente a las celdas TOPCon y otras HJT —como, por ejemplo, la uniformidad de color y la ausencia de puntos de soldadura visibles en los conductores.
En un mercado cada vez más competitivo, donde los fabricantes buscan optimizar costos, comprender la tecnología HJT, sus características eléctricas y sus procesos de producción es fundamental para asegurar que los módulos adquiridos presenten alta confiabilidad y excelente desempeño. Además, conocer las diferencias técnicas y visuales entre las tecnologías HJT y TOPCon es esencial para que integradores, distribuidores e inversionistas tomen decisiones informadas sobre qué tecnología utilizar en sus proyectos y qué resultados esperar.






Comentarios
Sé el primero en comentar...